金属ばね製造技能検定⑪

薄板ばね製造技能検定2級 実技試験 手修正加工と寸法測定
薄板ばね製造技能検定2級 寸法 規格 公差 測定具
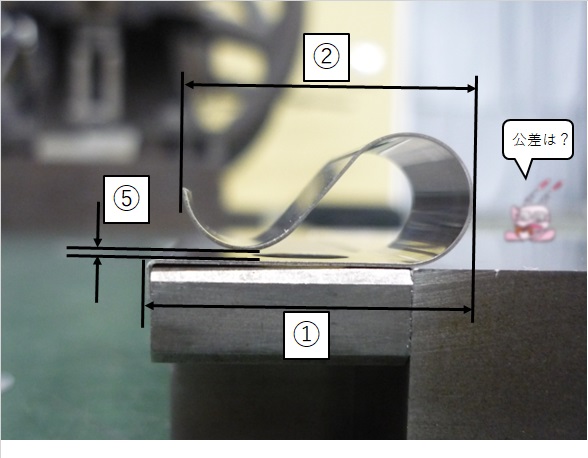
① 24.0 ±0.3 (23.7~24.3) ノギス
② 21.7 ±0.5 (21.2~22.2) ノギス
⑤ 0.8 ±0.3 (0.5~1.1) スキマゲージ
①と②の寸法に入るように手修正を行います。これを直接サンプルを触って曲げるのってすごく痛いと思ってました。この方法ならば全く痛くありません!
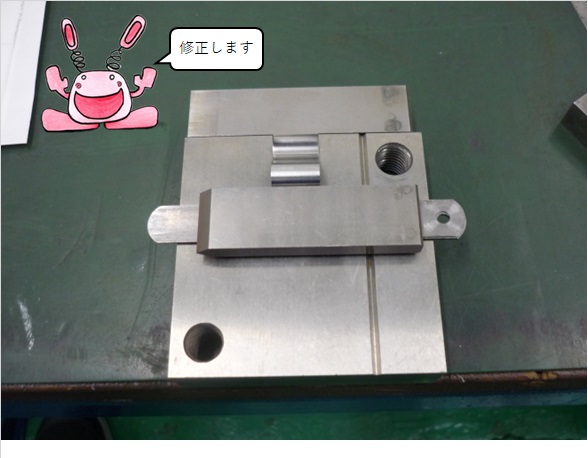
必要な治工具:切り型パンチ、V曲げダイ、V曲げパンチ、ブロック、スキマゲージです。
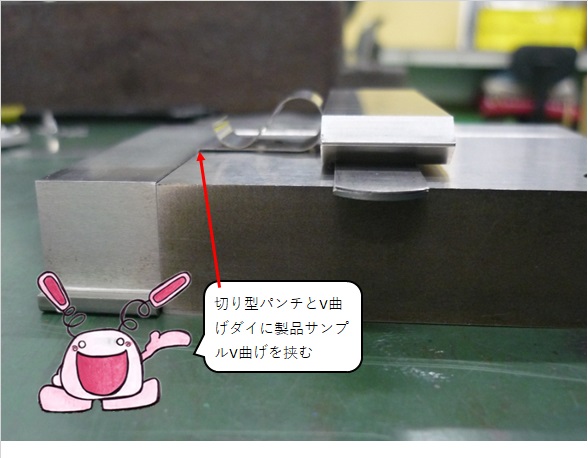
製品サンプルのV曲げ部分をパンチとダイで挟み固定する。後ろのRにV曲げパンチを置いて、完全に前にも後ろにも製品サンプルが移動できないようにします。
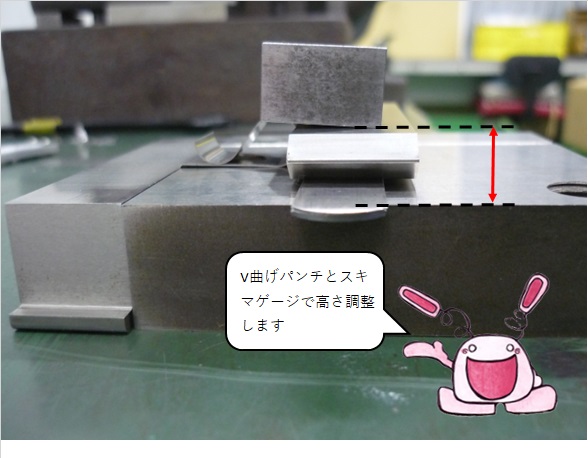
V曲げパンチ+スキマゲージ8.0~8.5で高さを調整します。これは最終R曲げ加工が終わった製品サンプルの測定寸法でスキマゲージの枚数が決まります。実際に何枚使用するかは個人の判断です。

最終R曲げ加工が完了した状態の寸法測定です。ブロックに製品サンプルを当てます。
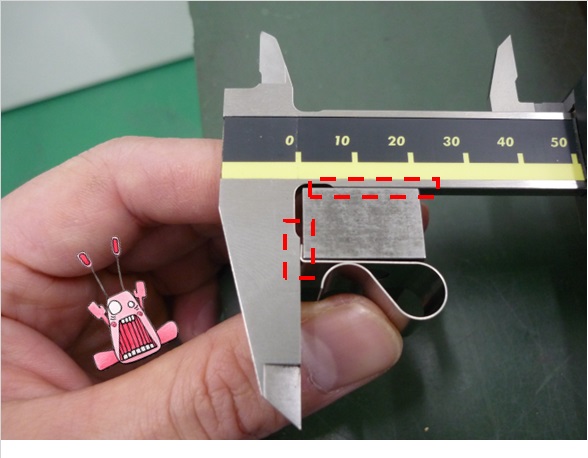

製品サンプルをブロックごとノギスで挟んで、平行を保持しながら測定します。実測値24.24で公差に入っています。もう少しセンター寄りで手修正しつつ②の寸法に寄せていきます。使用するスキマゲージはV曲げパンチと含め8.1or8.2です。(①の実測値によって変わります)

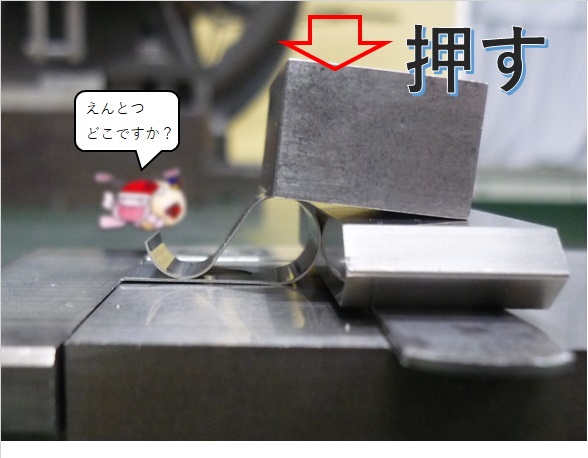
用意した治工具に製品サンプルをセットし、左手と太腿でガッチリ固定した状態で、両指でブロックをやや前目で押し潰し、V曲げパンチの平行より下に荷重を下さない。その状態で5秒保持
(サンタクロースは無視してください(笑))

⑤はスキマに六角レンチを差し込み広げる。

②の寸法測定 21.2~22.2

⑤の寸法測定 0.5が通って1.1が止まればOK
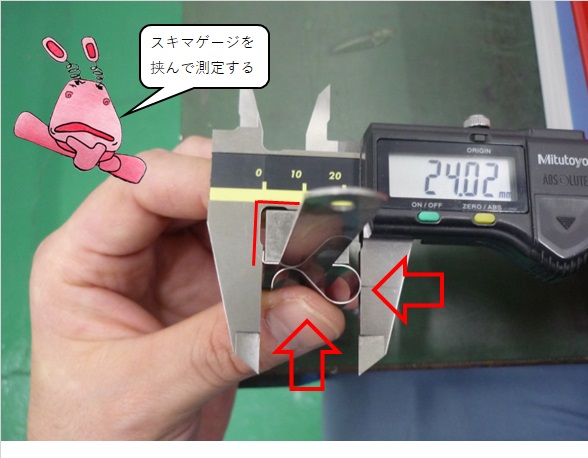
①の寸法測定 23.7~24.3(スキマゲージ0.8を挟んで測定)

製品サンプルを切り型パンチに並べます。より同じ形状になっているものを5個選びます。

平行なダイで製品サンプルが歪まず加工できているか確認します。以上で薄板ばね製造技能検定の実技試験説明を終わります。最後までブログを読んでいただいた方ありがとうございました。
TSS様で見事なばね検定動画を発表されてますよね!あれはすごく参考になります。
動画の作業方法とブログの作業方法が多少違っているのは、 金属ばね製造技能検定② にもあるように「教えられてマニュアルみたいにやるもんでもないんですよ。自分でまたそれをアレンジしていく。やりやすいように変えていく。より確実なものを目指していくスキル」なのでいろいろ参考にしつつ自分のやり方を模索していってください。そして「とにかく寸法に入れたらええちゅうこと」です。
次回 図面に基づく模型の作成です
次は 金属ばね製造技能検定⑫ です。
※10年前🐞が受験したときの作業方法です。2024年の新しい作業方法があると思うので、こちらは参考程度にお願いします。
🐞