金属ばね製造技能検定⑧

薄板ばね製造技能検定2級 実技試験 半R曲げ段替え

シャンクだけを残して、ほかの治工具はすべて外す。
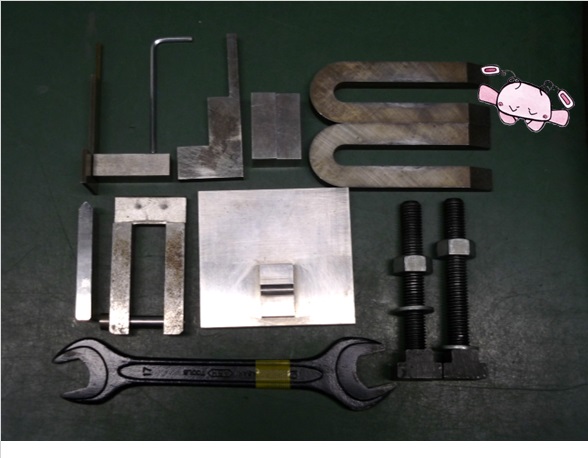
治工具の確認:(ガイドプレート小、ブロック)、レンチ、ガイドプレート大①、ブロック、クランプ、V曲げパンチ、R曲げパンチ、R曲げダイ、スパナ、(六角ナット、平座金、Tナット、ボルト)
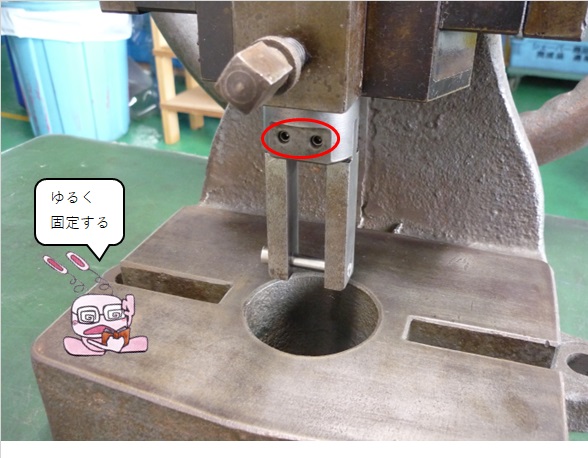
シャンクにR曲げパンチを仮固定する。

R曲げダイをエキセン台の中心に置いて、ダイのR位置とR曲げパンチの丸ピンを合わせる。
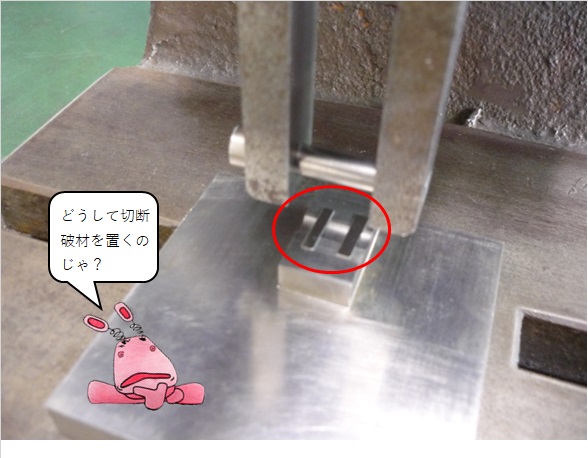
ダイのR位置と丸ピンは材料を加工した状態で密着するので、そのまま合わしても正確には当たっていない。切断破材を2枚パンチとダイの間に入れる。切断破材とパンチ丸ピンとの距離2mm程度でカチカチ5回ぐらい上下させダイの位置を微量調整する。
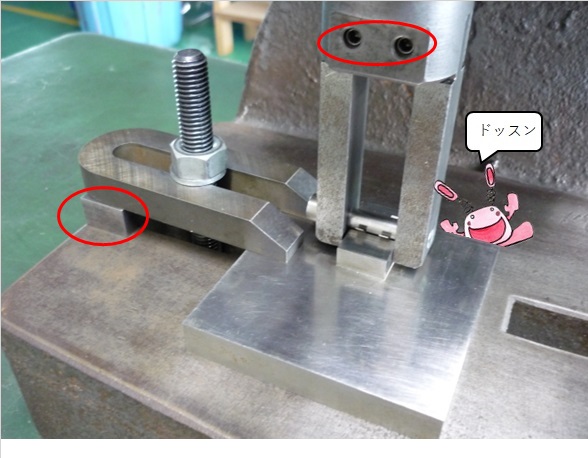
微量調整できたらR曲げパンチで破材をドン突きしてシャンクを固定する。押し込んだときにネジを緩めてから締め直す。シャンク、切断破材、ダイを密着させた状態で締める。
そのままエキセンのハンドルを押し込んだまま、左側をクランプ等で固定する。ブロックは20.5を横にして使用
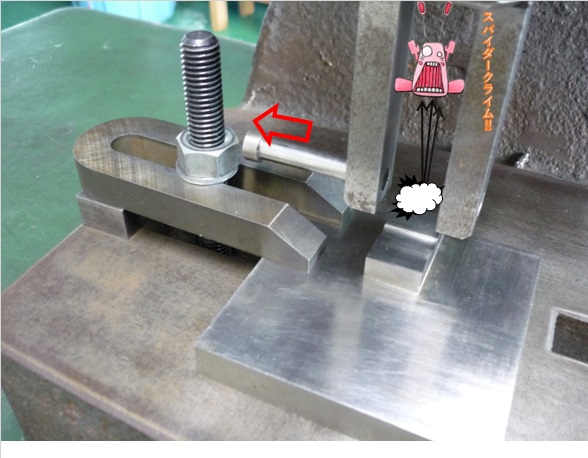
R曲げパンチの丸ピンが左側に出るか確認する。(左側をクランプ等で固定するとき考慮する)
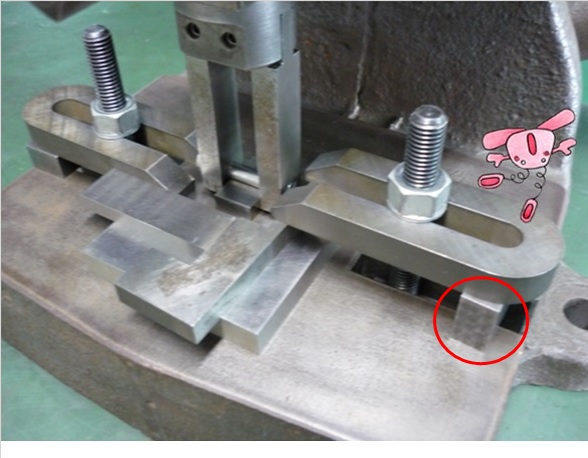
右側のガイドプレート大①、クランプ等をセットして仮固定する。加工位置にはV曲げパンチを置く。ブロックは23.0を縦で使用

44.7の寸法セットを作成する。ガイドプレート小、スキマゲージ、ブロック
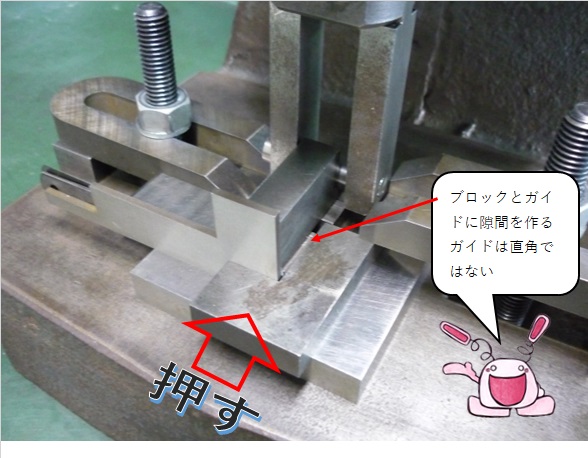
ガイドプレート大①とR曲げパンチ前面の丸ピンの間、V曲げパンチの上に44.7の寸法セットを入れる。ガイドをパンチ側へ真っ直ぐに押して右側のクランプ等を固定する。ブロックが簡単に取り出せないぐらい
寸法セットの取り出しには細心の注意を払い、動かないように固定しながらエキセンのハンドルを回しパンチを引き抜く。
次回 半R曲げ加工に入ります。
次は 金属ばね製造技能検定⑨ です。
※10年前🐞が受験したときの作業方法です。2024年の新しい作業方法があると思うので、こちらは参考程度にお願いします。
🐞